英语
英语 中文简体
中文简体 En el diseño del cabezal de soldadura por ultrasonidos, el área de la sección transversal de la cara del extremo superior del cabezal de soldadura se puede determinar mediante la relación de amplificación de amplitud total (la relación de amplificación de amplitud del cuerno cónico y la relación de amplificación de amplitud del cabezal de soldadura). La relación de amplificación de amplitud total no se puede aumentar arbitrariamente. Está limitado por la pérdida interna del cabezal de soldadura y la limitación de la fatiga. La amplificación de amplitud es inferior a 30. Si la relación del área de la sección transversal del extremo grande de la bocina ultrasónica es demasiado grande, se verá afectada por la vibración transversal de la bocina ultrasónica. Normalmente, en un diseño de bocina, la dimensión de la sección transversal será inferior a 1/4λ.
Teóricamente, la relación de amplificación de amplitud total se puede diseñar hasta 20-30. De hecho, es necesario considerar la frecuencia del sistema de vibración de la máquina de soldadura por ultrasonidos y su potencia de salida y su nivel de aplicación, para diseñar teóricamente un cabezal de soldadura por ultrasonidos con una alta relación de amplificación de amplitud total. Por lo tanto, el diseño de piezas de mano ultrasónicas con altas relaciones de amplificación de amplitud general es limitado. Las aplicaciones ultrasónicas más comunes de las máquinas de procesamiento ultrasónico, especialmente los sistemas de máquinas de procesamiento ultrasónico de alta frecuencia y baja potencia (potencia inferior a 100 W), los sistemas de máquinas de soldadura de plástico ultrasónico son en su mayoría de alta potencia, por lo que son raros.
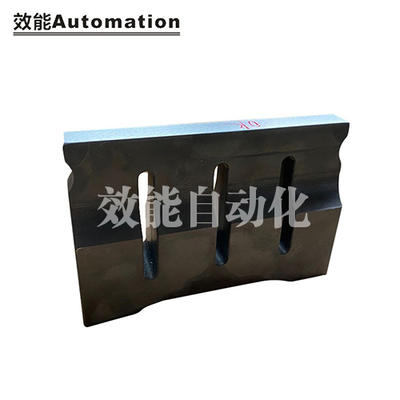
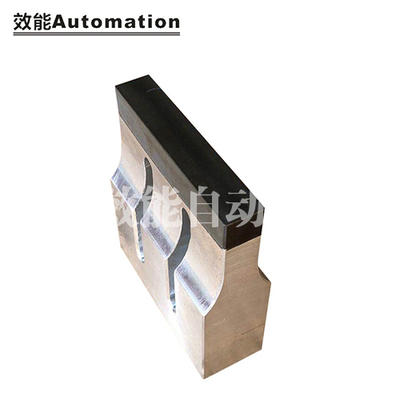
El ejemplo anterior muestra una bocina de 28 KHz con un extremo grande de 45 MM y un extremo pequeño de 15 MM. Es un diseño de cabeza de soldadura de índice, por lo que M = 3; el extremo grande del cabezal de soldadura ultrasónica es de 30 MM y el extremo pequeño es de 3 MM. Está diseñado como un cabezal de soldadura ultrasónica exponencial, M =10.
Por lo tanto, la forma de la bocina ultrasónica se selecciona cuando la relación de amplificación total del cono del grupo de partes de vibración y la bocina es 3x10 = 30 cuando interfiere la pieza de trabajo.
Máquina de soldadura ultrasónica de plástico

Máquina de soldadura ultrasónica de plástico